




실험실 가구
-

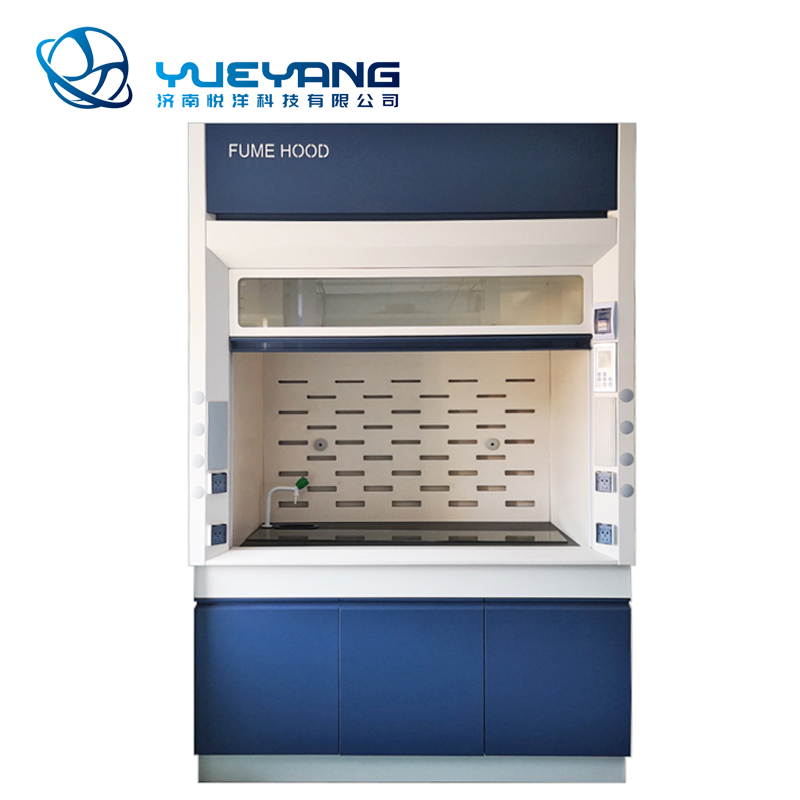
YYT1 실험실 흄 후드(PP)
재료 설명:
캐비닛의 분해 및 조립 구조는 "입구 모양, U자형, T자형"의 접힌 모서리 용접 보강 구조를 채택하여 안정적인 물리적 구조를 자랑합니다. 최대 400kg의 하중을 견딜 수 있어 유사 브랜드 제품보다 훨씬 높은 내구성을 갖추고 있으며, 강산 및 강알칼리에 대한 저항성도 뛰어납니다. 하부 캐비닛 본체는 8mm 두께의 PP 폴리프로필렌 판을 용접하여 제작되어 산, 알칼리 및 부식에 대한 저항성이 매우 강합니다. 모든 도어 패널은 접힌 모서리 구조를 채택하여 견고하고 변형이 쉽지 않으며, 전체적으로 고급스럽고 세련된 외관을 제공합니다.
-
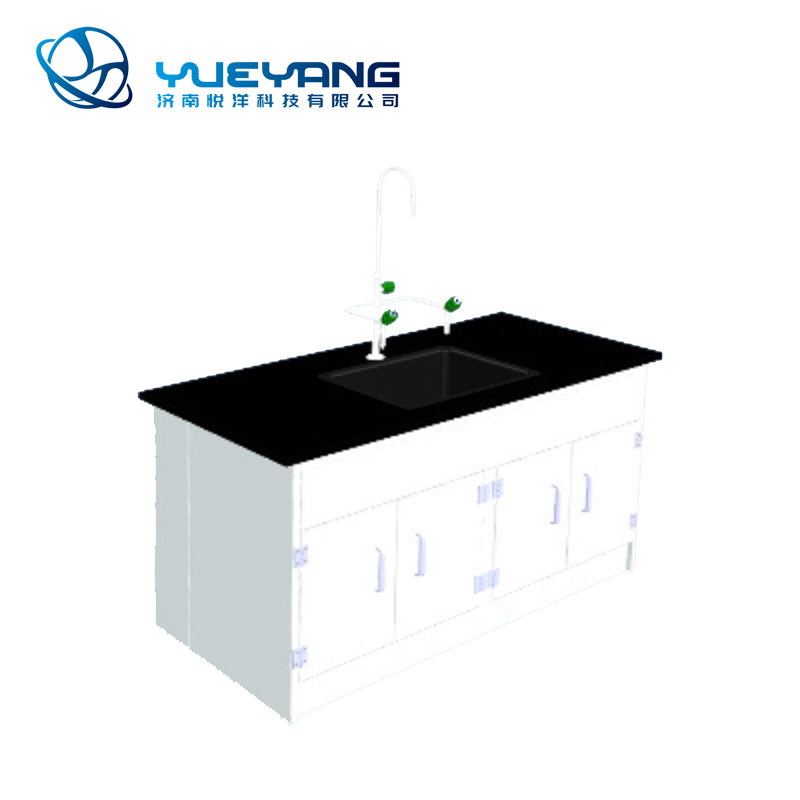
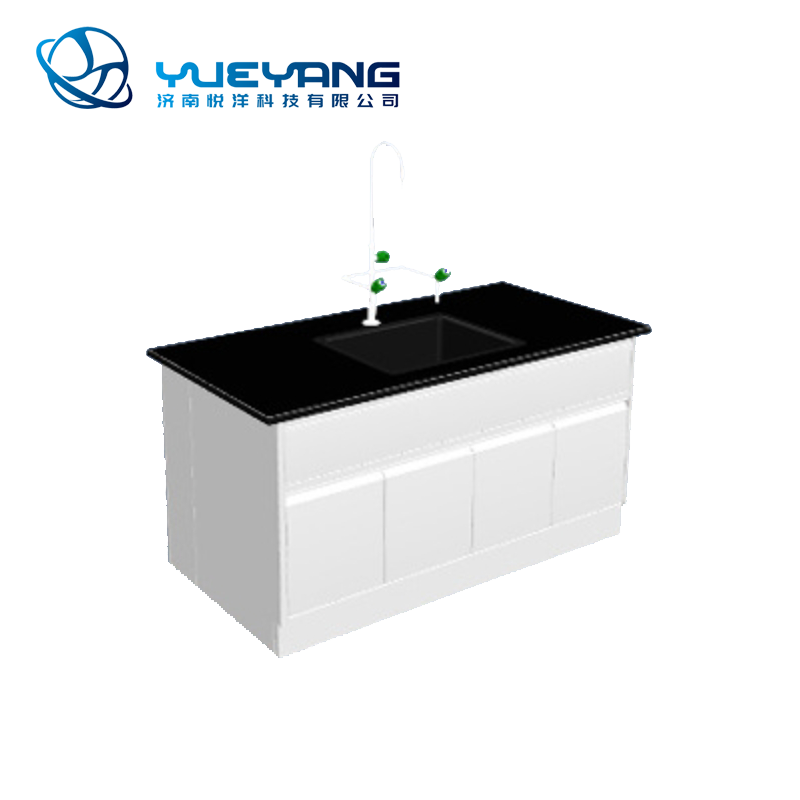
(중국)단면 테스트 벤치 PP
벤치 크기는 맞춤 제작 가능하며, 무료로 시안을 제공해 드립니다.
-

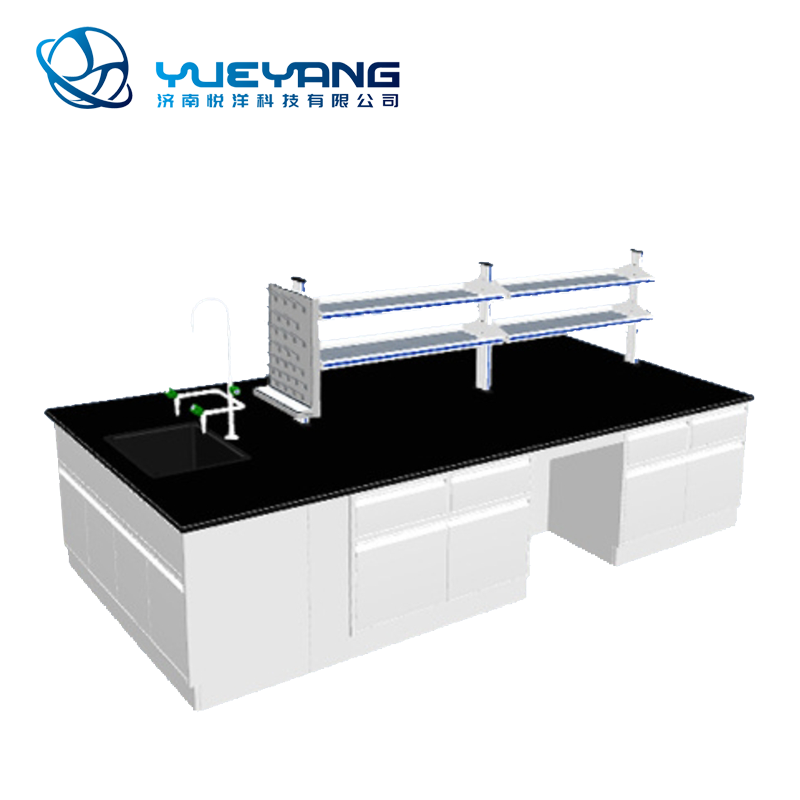
(중국)중앙시험대 PP
벤치 크기는 맞춤 제작 가능하며, 무료로 시안을 제공해 드립니다.
-
(중국) 단면 테스트 벤치, 전체 강철
테이블 상판:
실험실용으로 12.7mm 두께의 검정색 물리화학 실험용 칠판을 사용합니다.
둘레를 25.4mm 두께로 두껍게 하고, 가장자리를 따라 이중으로 된 외부 정원을 조성했습니다.
내산성, 내알칼리성, 방수성, 정전기 방지, 세척 용이.
-
(중국)중앙 시험대 전강철
테이블 상판:
실험실용으로 두께 12.7mm의 검정색 물리화학 시험판을 사용하며, 두께를 25.4mm로 늘렸습니다.
주변에는 이중 구조의 외부 정원이 가장자리를 따라 조성되어 있으며, 산성 및 알칼리성 저항성을 갖추고 있습니다.
방수, 정전기 방지, 세척 용이.
-

(중국) 실험실 배기가스
관절:
내식성이 뛰어난 고밀도 PP 소재를 채택했으며, 360도 회전하여 방향을 조절할 수 있고, 분해, 조립 및 세척이 용이합니다.
밀봉 장치:
밀봉 링은 내마모성, 내식성 및 내노화성이 뛰어난 고밀도 고무 및 플라스틱 소재로 제작되었습니다.
연결봉:
스테인리스 스틸로 제작됨
관절 장력 조절 손잡이:
이 손잡이는 내식성이 뛰어난 고밀도 소재로 제작되었으며, 금속 너트가 내장되어 있어 세련되고 고급스러운 외관을 자랑합니다.
-
(중국)YYT1 실험실 흄 후드
I.소재 특징:
1. 메인 측면판, 전면 강판, 후면판, 상판 및 하부 캐비닛 본체를 제작할 수 있습니다.
두께 1.0~1.2mm의 강판으로 제작되었으며, 2000W 출력의 독일산 수입 제품입니다.
다이내믹 CNC 레이저 절단기는 재료를 절단하고 자동 CNC 벤딩을 사용하여 벤딩합니다.
기계로 한 번에 한 대씩 벤딩 성형하고, 표면은 에폭시 수지 분말을 통해 코팅합니다.
정전기 라인 자동 분사 및 고온 경화.
2. 내장판과 편향판은 우수한 성능을 지닌 5mm 두께의 코어 이중 충격 방지 특수판을 채택했습니다.
부식 방지 및 내화학성. 배플 고정 장치는 PP 재질을 사용합니다.
고품질 소재 생산 일체형 성형.
3. 창유리 양쪽의 PP 클램프를 움직여 PP를 한 덩어리로 모아 5mm 강화유리를 끼워 넣은 후, 문을 760mm 지점에서 엽니다.
자유로운 승하강이 가능한 슬라이딩 도어의 상하 슬라이딩 장치는 풀리 와이어 로프 구조를 채택하여 무단계 조절이 가능합니다.
부식 방지 중합 처리된 임의 고정식 슬라이딩 도어 가이드 장치
염화비닐로 만들어졌습니다.
3. 고정식 창틀은 강판에 에폭시 수지를 분사하여 제작하고, 5mm 두께의 강화유리를 창틀에 끼워 넣습니다.
4. 테이블은 (국내산) 견고한 코어 물리화학 보드(두께 12.7mm)로 제작되었으며, 내산성, 내알칼리성, 내충격성, 내식성, 포름알데히드성 기준 E1 등급을 충족합니다.
5. 연결부의 모든 내부 연결 장치는 숨겨져 있어야 하며 부식을 방지해야 합니다.
내구성이 뛰어나고, 노출된 나사가 없으며, 외부 연결 장치는 내구성이 있습니다.
스테인리스강 부품 및 비금속 재료의 부식.
6. 배기구는 상판과 일체형 공기 후드를 채택하고 있습니다. 배출구의 직경은 다음과 같습니다.
직경 250mm의 원형 구멍이며, 슬리브가 연결되어 가스 교란을 줄입니다.
